塑料袋厂浅谈贵州方底袋的生产控制要点!
云南和鑫塑业有限公司为您免费提供贵州塑料袋,贵州塑料包装,防雾塑料袋等相关信息发布和资讯展示,敬请关注!
云南贵州方底袋最近几年非常火爆,但该袋型因底角成型难度大,底部热封最多有八层,制袋要求较高。而热封制袋是塑料软包装生产过程中的最后一道工序,如果产生废品,会产生很大的浪费。
1、热封温度
热封材料的热封温度范围,是影响和控制热封质量的关键性因素。热封温度范围越宽, 热封性能越好,质量控制越容易、越稳定。同时复合薄膜热封温度不能高于印刷基材的热定型温度。否则会引起热封部位的收缩、起皱,降低了热封强度和袋子的抗冲击性能。
印刷基材的耐温性好,如BOPET、BOPA 等,提高热封温度能提高生产速率;印刷基材的耐温性差,如BOPP 则尽量采用较低的热封温度;而通过增加压力、降低生产速度或选择低温热封性材料来保证热封强度。热封温度过高,易使热封部位的热封材料熔融挤出, 降低了热封厚度,增加了焊边的厚度和不均匀。虽然表现热封强度较高,却会引起断根破坏现象,大大降低封口的耐冲击性能、密封性能。而热封温度低于材料的软化点,加大压力和延长热封时间均不能使热封层真正封合。

2、热封压力
热封压力由制袋机上的压力弹簧提供。热封压力的大小与复合膜的性能、厚度、热封宽度等有关。热封材料有较高的活化能, 升温对其粘度的下降影响较大,因而所需的热封压力较小,应防止热封部位的熔融材料被挤出, 降低热封效果。而 PE、PP 为非极性材料,活化能极小,所需压力较高,对热封强度、界面密封性有利。
热封压力应随着复合膜的厚度增加而增加。若热封压力不足,两层薄膜难以热合, 难以排尽夹在焊缝中间的气泡;热封压力过高, 会挤走熔融材料,损伤焊边,引起断根。
3、热封速度
热封速度体现制袋机的生产效率, 也是影响热封强度和外观的重要因素。热封速度越快,热封温度要相应提高,以保证热封强度和热封状态达到最佳值; 在相同的热封温度和压力下, 热封速度越慢,热封材料熔合将更充分、 更牢固, 但不能引起断根现象。
国内方底袋制袋机, 热封时间的长短主要由制袋机的速度决定。增加热封时间,必须降低制袋速度, 降低生产效率。如果采用独立的伺服电机控制热封刀的升降和送料, 独立调节热封时间, 而不改变制袋速度,就大大方便制袋机的操作与质量控制。
4、冷却情况
冷却过程是在一定的压力下, 用较低的温度对刚刚熔融封合的焊缝进行定型,消除应力集中,减少焊缝的收缩,提高袋子的外观平整度,提高热封强度的过程。制袋机的冷却水一般是自来水或20°C左右的循环水。水温过高、冷封刀压力不够、冷却水循环不畅、循环量不够等都会导致冷却不良、热封强度下降。
5、热封次数
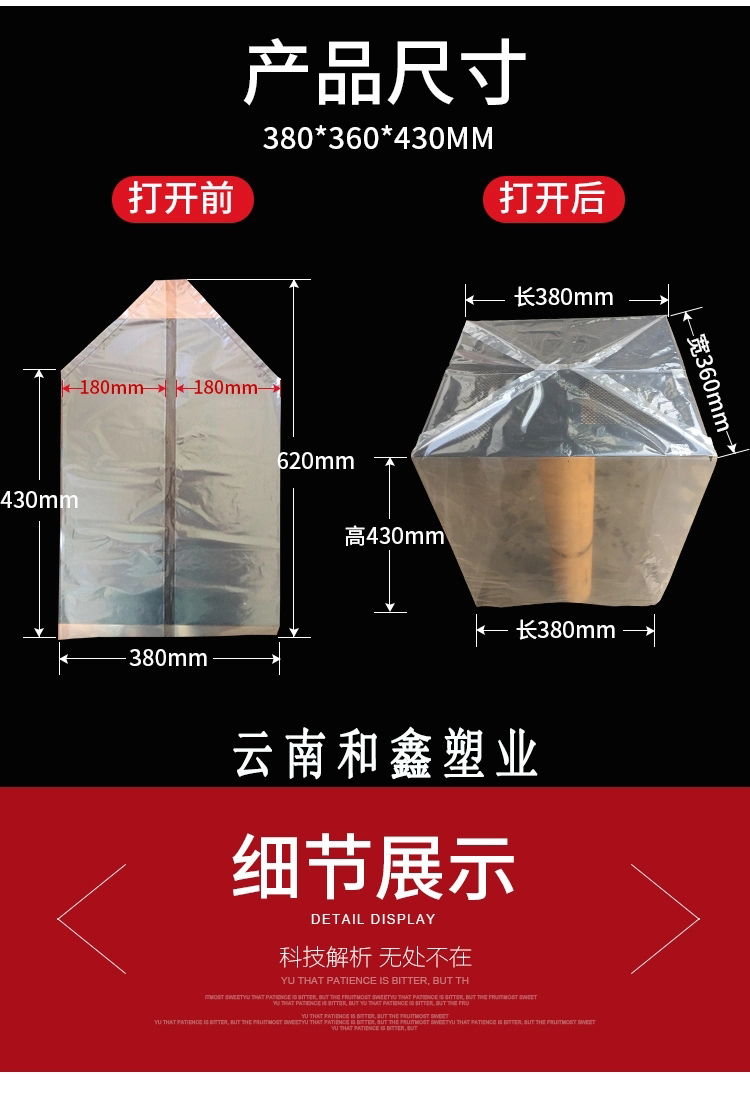
良好的热封一般要求热封次数在2 次以上。方底袋底部成型后最多有八层,在底料中间成型位置容易产生热封强度不够,太多次热封又容易产生断根现象。一般方底袋横向热封装置为5组。同时,对拉链热封采用超声波焊接,制袋美观。
6、热封刀间隙
热封刀间隙是指上热封刀接触到底板时,预定的热封压力传递到热封表面的施压距离。在相同薄膜厚度、相同热封速度时, 热封刀间隙小, 热封时间相对较小,产品的热封强度将会降低。一般热封刀间隙设定在 1.0~1. 5mm, 它与薄膜厚度、传递性能、制袋速度等有关。
7、张力控制
张力控制装置是用来保持薄膜的平整, 易于折边,间歇送料均匀, 减少袋子热封部位的收缩和翘曲。制袋机的张力一般在0.1~ 0.15MPa。方底袋由于制袋过程复杂,走膜距离较长,主膜与风琴料、底料的张力控制要求高。
贵州塑料袋哪家好?贵州塑料包装报价是多少?防雾塑料袋质量怎么样?云南和鑫塑业有限公司专业承接贵州塑料袋,贵州塑料包装,防雾塑料袋,贵州防雾包装,贵州防漏包装,,电话:13629698738
- 贵州方底袋的生产控制要点有哪些?2023-05-30
- 如何才能做出好看的贵州方底袋来?2022-12-21
- 贵州方底袋的生产控制要点!2022-03-09
- 塑料袋厂浅谈八边贵州方底袋!2021-08-20